In rotary die-cutting production, the relationship between the cylinder and the die is one of absolute interdependence. The cylinder is not merely a carrier—it is the foundation that determines cutting precision, waste removal efficiency, and overall machine stability. For die-making factories and carton manufacturers, understanding cylinder parameters is essential, but equally critical is mastering the process of mounting cylinder to rule rotary cutting dies correctly.
Over my years of managing die-making operations and advising customers on rotary tooling, I have observed that even the most precisely manufactured die will fail to perform if the die-making cylinder it is mounted on is poorly specified or incorrectly prepared. Conversely, a well-matched cylinder and die combination can transform production efficiency, reducing setup time, extending tool life, and delivering consistent cut quality across millions of cycles.
This guide covers the essential parameters of mounting rotary die cylinder systems, the precision standards that matter, and the practical considerations that ensure successful mounting and operation. Whether you are a die-making factory selecting cylinders for your production line or a carton manufacturer looking to optimize your rotary die-cutting process, this guide will provide the knowledge you need.

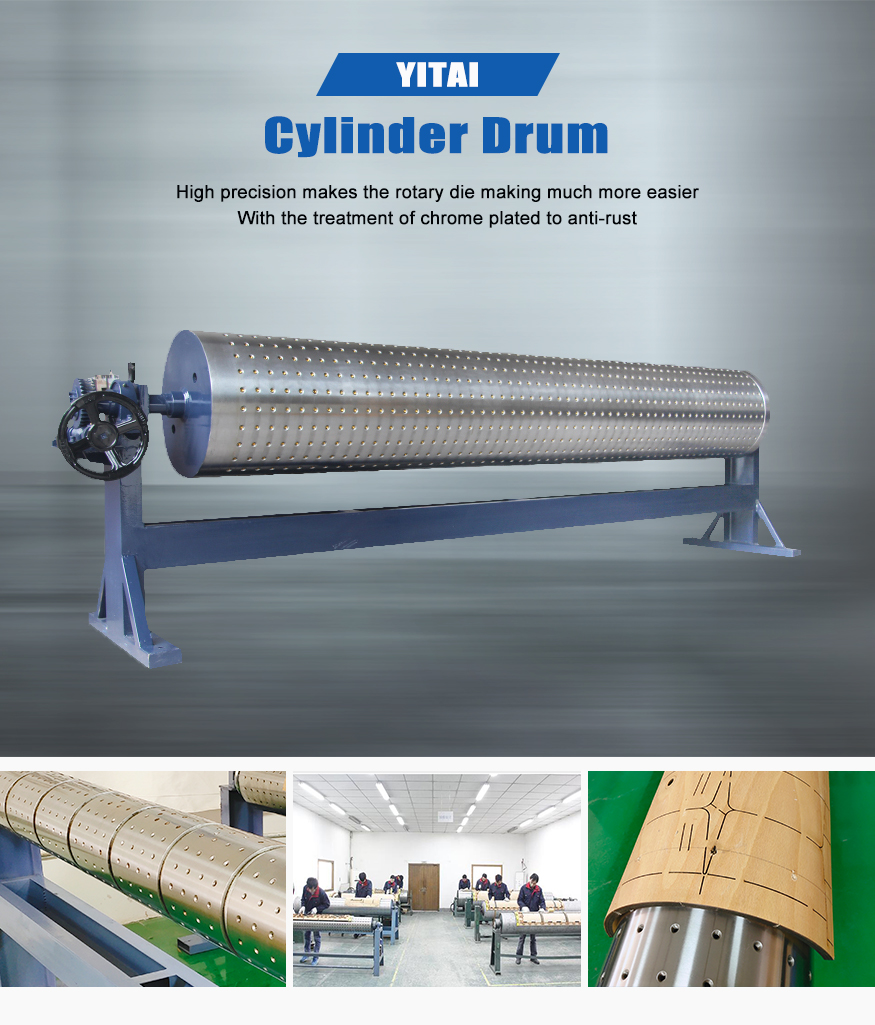
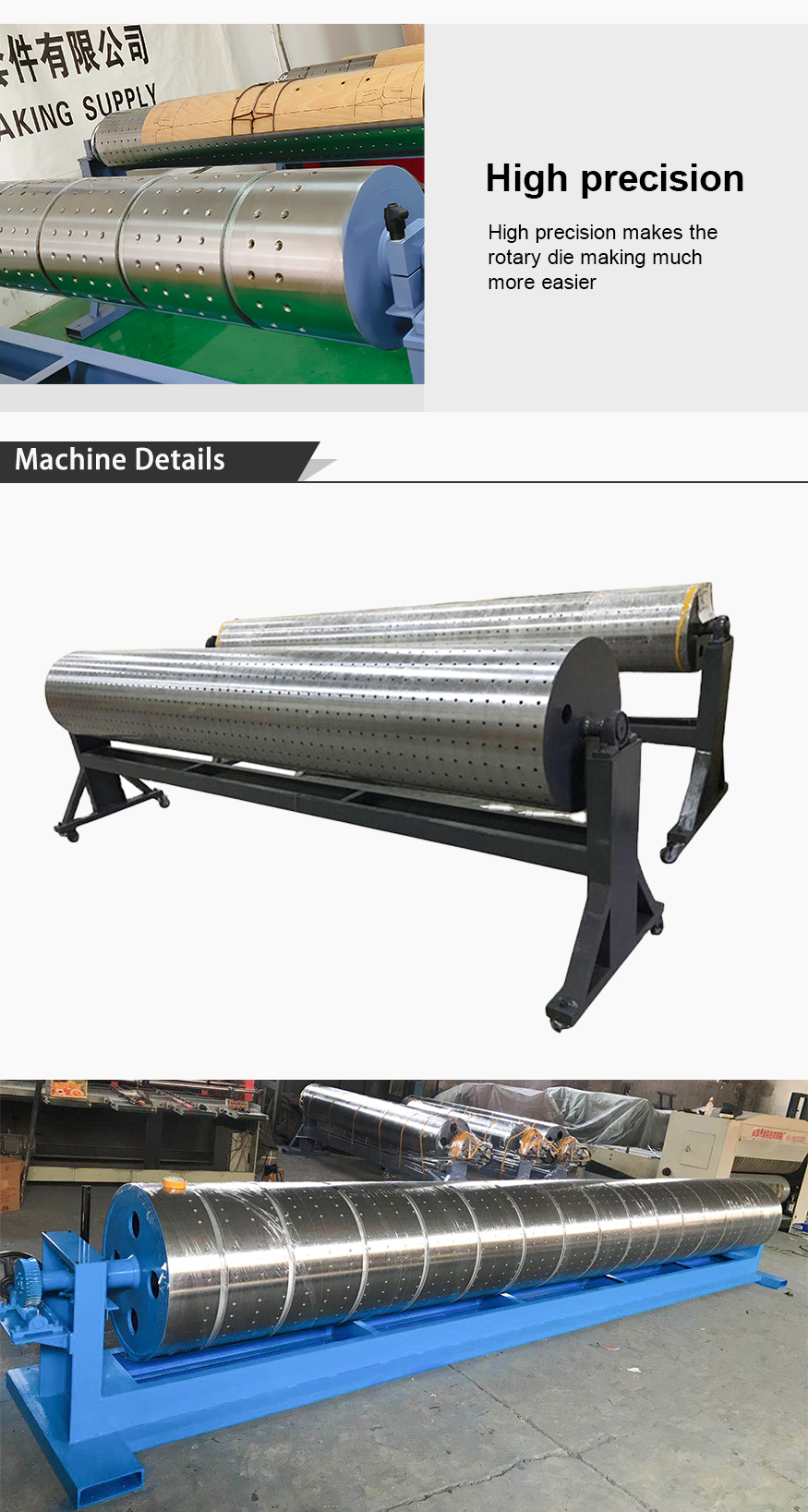
die-making cylinder
1. The Critical Relationship: Cylinder and Die Integration
Before we dive into specific parameters, let me emphasize a fundamental truth about rotary die-cutting: the cylinder and the die function as a single system. When you are mounting cylinder to rule rotary cutting dies, you are not simply attaching one component to another—you are creating a precision assembly that must maintain exacting tolerances across thousands or millions of revolutions.
A die-making cylinder is manufactured to specific diameter, concentricity, and hole position tolerances. The rotary die—whether it is a solid engraved die or a flexible magnetic die—is designed to match those specifications precisely. Any mismatch, no matter how small, will manifest as cutting inconsistencies, premature wear, or catastrophic failure.
This is why the process of mounting rotary die cylinder assemblies requires careful attention to both the selection of the cylinder itself and the procedure used to mount the die. Let us explore both aspects in detail.
2. Basic Die-Cutting Cylinder Parameters
When selecting a die-making cylinder for your rotary die-cutting operation, the following key parameters must be considered. These parameters determine not only the cylinder’s compatibility with your machine but also its compatibility with the dies you will be mounting.
| Parameter | Common Range | Description |
|---|---|---|
| Diameter | 170–750 mm | Determines the cutting circumference, which directly affects cutting accuracy and the maximum repeat length possible. When mounting cylinder to rule rotary cutting dies, the diameter must match the die’s curvature precisely. |
| Length | 1.8–4 m | Corresponds to the machine width; must be sufficient to ensure full coverage of the die board across the entire web. |
| Hole Pitch (Horizontal) | 50 / 50.8 / 100 mm | Standard spacing for die installation holes. Mismatched pitch is one of the most common causes of failure when mounting rotary die cylinder systems. |
| Arc Hole Count | 12 / 18 / 20 / 26 / 30 | Affects hole distribution around the cylinder circumference; impacts die stability under cutting pressure. |
| Hole Size | M6 / M8 / M10 / 5/16″ | Metric versus imperial standards; a frequent source of compatibility issues during mounting. |
Critical Insight from the Shop Floor:
In my experience, the most frequent problem encountered when mounting cylinder to rule rotary cutting dies is confusion around hole pitch. The difference between 50mm (metric) and 50.8mm (2 inches, imperial) is only 0.8mm, yet that tiny difference can make a die completely unmountable.
I strongly recommend that when specifying a die-making cylinder, you provide the circumference data first. Why? Because circumference ties together diameter, hole pitch, and hole count. Providing this information eliminates many potential conversion errors before they cause problems during mounting.
3. Cylinder Types and Their Impact on Mounting
Different cylinder types are designed for different applications, and each type has specific considerations when it comes to mounting rotary die cylinder assemblies.
Standard Cylinder
Standard cylinders are suitable for general-purpose rotary die-cutting. When mounting cylinder to rule rotary cutting dies on a standard cylinder, operators should pay particular attention to bolt torque and alignment, as these cylinders typically lack the precision features of higher-end options.
Best for: General-purpose cutting, medium-volume production.
Precision Cylinder
Precision cylinders are manufactured to tighter tolerances and are designed for applications where cutting accuracy is paramount. The improved hole position accuracy significantly simplifies mounting rotary die cylinder assemblies, as dies mount consistently without requiring adjustment or shimming.
Best for: High-precision die-cutting, long-run production, industries with stringent quality requirements.
Waste-Removal Cylinder
Waste-removal cylinders incorporate vacuum or air-blow channels that assist in removing the waste matrix. When mounting cylinder to rule rotary cutting dies on these cylinders, operators must ensure that the die’s waste removal features align with the cylinder’s channels.
Best for: High-speed production, materials with challenging waste removal characteristics.
Quick Lock Cylinder
Quick lock cylinders are designed for high-end automated equipment. These systems dramatically simplify mounting rotary die cylinder operations, reducing die change time from minutes to seconds. Instead of manually aligning and torquing multiple bolts, a single cam or hydraulic action secures the die.
Best for: High-end automated equipment, facilities with frequent die changes.
Shop Floor Recommendation:
When selecting a die-making cylinder, consider your mounting frequency. If you perform frequent die changes, the investment in a quick lock cylinder will pay for itself in reduced downtime. The ease of mounting cylinder to rule rotary cutting dies on quick lock systems directly translates to increased productive time.
4. Precision Standards and Their Effect on Mounting
The precision of your die-making cylinder has a direct impact on how easily and reliably you can perform mounting rotary die cylinder operations. Let me break down the key precision parameters and explain how each affects the mounting process:
Diameter Tolerance
| Tolerance Range | Impact on Mounting and Production |
|---|---|
| 0.02–0.05 mm | High-precision applications; dies mount with consistent contact across the entire cylinder surface; ideal for long-run production |
| 0.05–0.10 mm | Standard commercial applications; acceptable for most general-purpose cutting; minor variations in die contact may occur |
| 0.10–0.20 mm | Basic applications; may require additional setup time when mounting cylinder to rule rotary cutting dies to compensate for variations |
Why it matters: When you are mounting rotary die cylinder assemblies, the cylinder diameter determines how the die contacts the material. Inconsistent diameter leads to inconsistent cutting pressure, which no amount of mounting precision can compensate for.
Hole Position Tolerance
| Tolerance Range | Impact on Mounting |
|---|---|
| ±0.5 mm | High-precision mounting; dies mount consistently without adjustment; ideal for quick-change environments |
| ±1.0 mm | Standard tolerance; dies mount with minor alignment; acceptable for general production with proper setup time |
Why it matters: When mounting cylinder to rule rotary cutting dies, the mounting holes must align precisely. If the hole positions are inconsistent from one cylinder to another, a die that mounts perfectly on one cylinder may require shimming or adjustment on another. This adds significant setup time to every die change.
Hole Machining Quality
Beyond position and size, the quality of the hole machining itself is critical for successful mounting:
- Broken threads: Prevent proper bolt engagement, compromising die stability
- Misaligned holes: Cause bolts to seat at an angle, leading to die movement under pressure
- Burrs and debris: Prevent dies from seating flush against the cylinder surface
Why it matters: These quality issues become immediately apparent during mounting rotary die cylinder operations. A cylinder with poor hole quality will make mounting difficult or impossible, and will compromise die performance even if mounting is achieved.
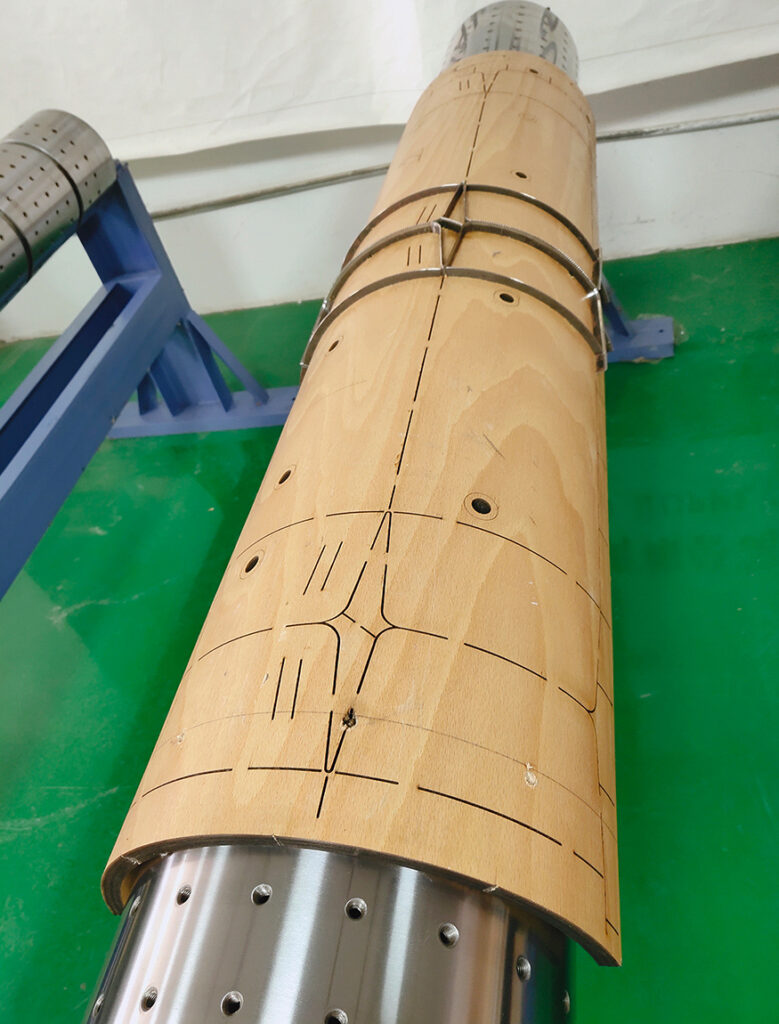
5. The Mounting Process: Best Practices
Successfully mounting cylinder to rule rotary cutting dies requires following a disciplined process. Here are the best practices we have developed in our shop over years of operation:
Pre-Mounting Inspection
Before beginning the mounting process, inspect both the cylinder and the die:
- Clean the cylinder surface: Remove any adhesive residue, dust, or debris. Even a thin layer of contamination can affect die seating.
- Inspect mounting holes: Verify that all mounting holes are clean and that threads are intact. Chase any damaged threads before mounting.
- Inspect the die: Verify that the die’s mounting holes align with the cylinder’s hole pattern. If using a flexible magnetic die, inspect the magnetic surface for damage.
Alignment and Seating
When mounting cylinder to rule rotary cutting dies, proper alignment is critical:
- Start with partial engagement: Insert mounting bolts loosely, allowing the die to find its natural seating position.
- Use a progressive pattern: Tighten bolts in a cross pattern, similar to torquing a cylinder head. This ensures even pressure distribution.
- Verify seating: After initial tightening, verify that the die is seated flush against the cylinder surface. Use a feeler gauge to check for gaps.
Torque Management
Proper bolt torque is essential for maintaining die stability:
- Use a calibrated torque wrench: Do not rely on “feel.” Inconsistent torque leads to inconsistent die behavior.
- Follow manufacturer specifications: Different cylinder materials and bolt sizes require different torque values.
- Re-torque after initial run: After the first production run, re-check torque. Materials can settle under pressure.
Post-Mounting Verification
After mounting rotary die cylinder assemblies, verify the setup before full production:
- Run at low speed: Start the press at reduced speed and observe die behavior.
- Check cutting consistency: Run test material and verify cut quality across the entire web width.
- Listen for unusual sounds: Clicking or thumping may indicate loose mounting or misalignment.

6. Common Issues When Mounting Rotary Die Cylinders
Over the years, I have encountered the same issues repeatedly when customers report problems with mounting cylinder to rule rotary cutting dies. Here are the most common:
Metric vs. Imperial Confusion
A factory orders a cylinder with metric mounting holes but receives imperial, or vice versa. The bolts will not fit, and if forced, will strip the threads.
Prevention: Always specify both the standard and the exact size. When mounting rotary die cylinder systems, use the correct bolts—do not substitute.
Mismatched Hole Pitch or Count
A die that mounts perfectly on one cylinder will not mount on another because the hole pitch or count differs. This is particularly problematic when a factory has standardized on a specific die configuration across multiple machines.
Prevention: Before ordering new cylinders, verify the hole pitch and count from an existing cylinder or from your die supplier. Standardize across your facility if possible.
Inadequate Cylinder Precision
Cylinders from lower-quality manufacturers may have hole positions that vary more than the specified tolerance. This becomes apparent only when you try to mount a die and find that some holes align while others do not.
Prevention: Specify the required hole position tolerance in your purchase order. Work with reputable suppliers who can document their quality control processes.
Improper Mounting Technique
Even with a perfect cylinder and die, improper mounting technique can cause problems. Over-torquing can distort the die; under-torquing can allow movement; uneven tightening can cause misalignment.
Prevention: Train operators in proper mounting procedures. Use torque wrenches. Follow a progressive tightening pattern.
7. Procurement Checklist for Die-Making Cylinders
To ensure that your die-making cylinder will support reliable mounting rotary die cylinder operations, use this checklist when ordering:
Essential Information
- Machine model and specifications: Include manufacturer, model number, and year of manufacture
- Existing cylinder data or drawings: If replacing an existing cylinder, provide its specifications
- Hole pitch and count: Specify the exact hole spacing and number of holes around the circumference
- Hole size and thread standard: Specify metric or imperial, and exact size
- Whether waste-removal features are needed: Specify if vacuum or air-blow channels are required
- Precision requirements: Specify diameter tolerance, hole position tolerance, and surface treatment
Helpful Additional Information
- Circumference data: Helps eliminate conversion errors
- Typical materials being cut: Different materials place different demands on the cylinder
- Mounting frequency: If you perform frequent die changes, a quick lock system may be appropriate
8. Conclusion: The Foundation of Rotary Die-Cutting Success
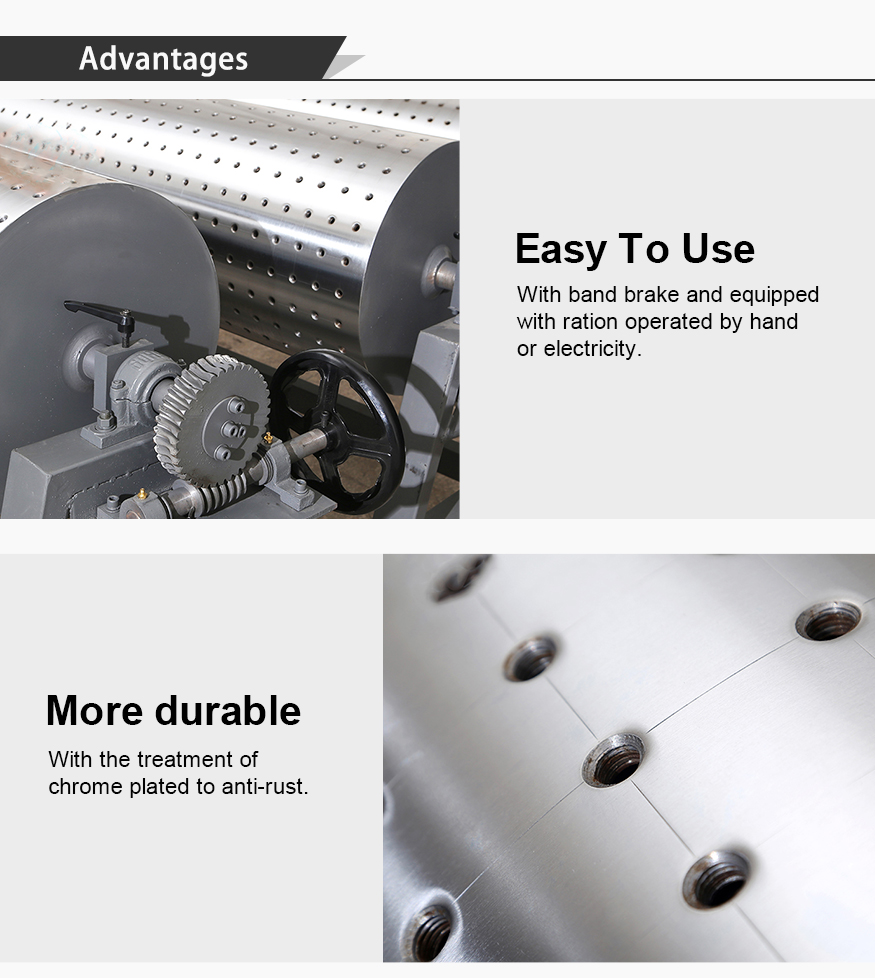
The die-making cylinder is the foundation upon which rotary die-cutting performance is built. Its precision determines whether dies mount correctly and run true. Its compatibility determines whether mounting cylinder to rule rotary cutting dies is a quick, routine operation or a time-consuming struggle. Its durability determines how long you can maintain consistent production without interruption.
For die-making factories, selecting the right cylinder and mastering the process of mounting rotary die cylinder assemblies means being able to guarantee that the dies you produce will perform reliably in your customers’ facilities. For carton manufacturers and converters, it means minimizing downtime, reducing waste, and maintaining consistent product quality.
I have seen facilities transform their operations by standardizing their cylinder specifications, investing in precision cylinders, and implementing disciplined mounting procedures. I have also seen facilities struggle with chronic quality issues that traced back to a single cylinder with inadequate precision or a mounting process that introduced variability.
The choice is clear. Understand your cylinder requirements. Document your specifications. Invest in precision. Train your operators in proper mounting technique. And treat the cylinder and die as what they truly are: a single, integrated system that determines the success of your rotary die-cutting operation.
When you get the cylinder right—and when you master the process of mounting cylinder to rule rotary cutting dies—everything else falls into place. Cutting quality improves. Waste decreases. Uptime increases. And your operation becomes more competitive.
For more information on die-cutting cylinders, precision tooling, and complete die-making equipment solutions, please contact our sales team at sales_diemaking@yitaipacking.com.