In produksi pemotongan putar, hubungan antara silinder Dan cetakan merupakan salah satu komponen yang saling bergantung secara absolut. Silinder bukan hanya sekadar alat pengangkut—melainkan fondasi yang menentukan presisi pemotongan, efisiensi pembuangan limbah, dan stabilitas mesin secara keseluruhan. Bagi pabrik pembuatan cetakan dan produsen karton, memahami parameter silinder sangat penting, tetapi sama pentingnya adalah menguasai proses memasang silinder ke cetakan pemotong putar benar.
Selama bertahun-tahun saya mengelola operasi pembuatan cetakan dan memberi nasihat kepada pelanggan tentang perkakas putar, saya telah mengamati bahwa bahkan cetakan yang diproduksi dengan sangat presisi pun akan gagal berfungsi jika... silinder pembuatan cetakan Jika dipasang pada komponen yang spesifikasinya buruk atau persiapannya tidak tepat, maka hal itu dapat berdampak negatif. Sebaliknya, kombinasi silinder dan cetakan yang tepat dapat mengubah efisiensi produksi, mengurangi waktu pengaturan, memperpanjang umur alat, dan menghasilkan kualitas pemotongan yang konsisten selama jutaan siklus.
Panduan ini mencakup parameter-parameter penting dari pemasangan silinder cetakan putar Panduan ini akan memberikan pengetahuan yang Anda butuhkan tentang sistem, standar presisi yang penting, dan pertimbangan praktis yang memastikan pemasangan dan pengoperasian yang sukses. Baik Anda pabrik pembuatan cetakan yang memilih silinder untuk lini produksi Anda atau produsen karton yang ingin mengoptimalkan proses pemotongan cetakan putar Anda.

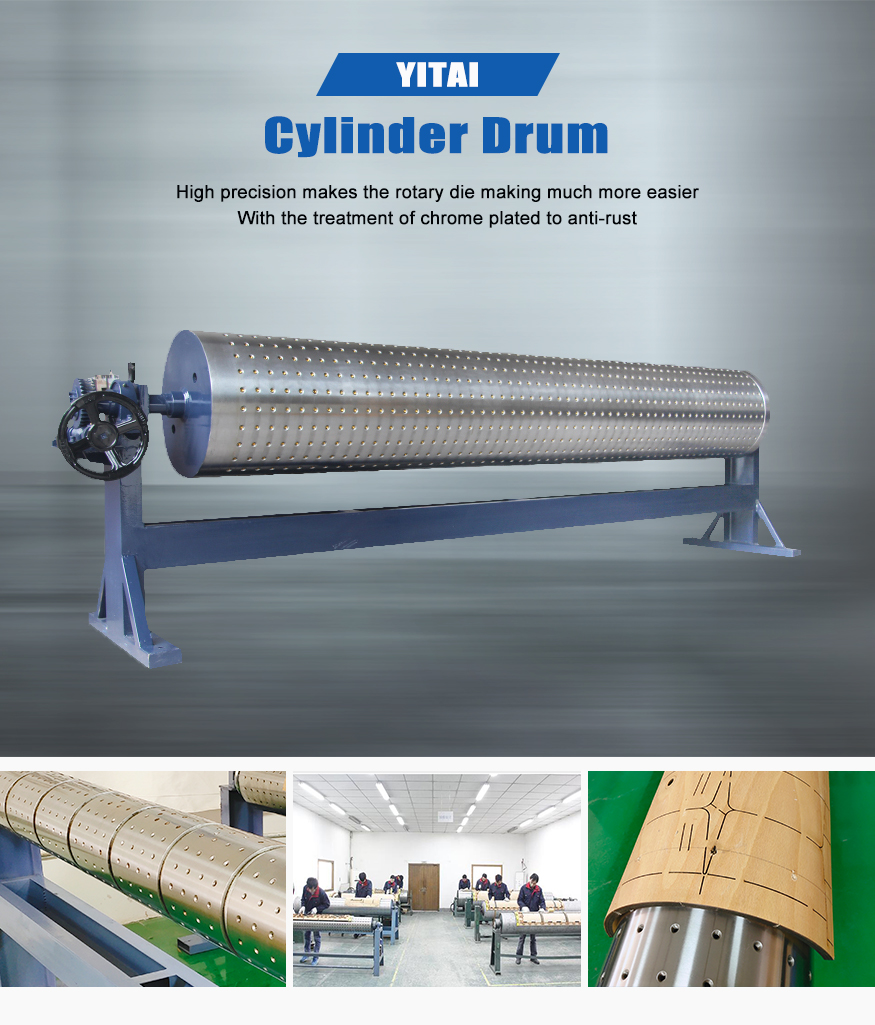
silinder pembuatan cetakan
1. Hubungan Kritis: Integrasi Silinder dan Cetakan
Sebelum kita membahas parameter spesifik, izinkan saya menekankan kebenaran mendasar tentang pemotongan cetakan putar: silinder dan cetakan berfungsi sebagai satu sistem. Saat Anda memasang silinder ke cetakan pemotong putar, Anda tidak sekadar menyambungkan satu komponen dengan komponen lainnya—Anda sedang menciptakan rakitan presisi yang harus mempertahankan toleransi yang tepat selama ribuan atau jutaan putaran.
A silinder pembuatan cetakan Diproduksi dengan toleransi diameter, konsentrisitas, dan posisi lubang tertentu. Cetakan putar—baik itu cetakan terukir padat atau cetakan magnetik fleksibel—dirancang untuk sesuai dengan spesifikasi tersebut secara tepat. Ketidaksesuaian sekecil apa pun akan bermanifestasi sebagai ketidakkonsistenan pemotongan, keausan dini, atau kegagalan fatal.
Inilah mengapa proses pemasangan silinder cetakan putar Perakitan memerlukan perhatian cermat baik pada pemilihan silinder itu sendiri maupun prosedur yang digunakan untuk memasang cetakan. Mari kita jelajahi kedua aspek tersebut secara detail.
2. Parameter Dasar Silinder Pemotong Cetakan
Saat memilih a silinder pembuatan cetakan Untuk operasi pemotongan die putar Anda, parameter-parameter kunci berikut harus dipertimbangkan. Parameter-parameter ini tidak hanya menentukan kompatibilitas silinder dengan mesin Anda, tetapi juga kompatibilitasnya dengan die yang akan Anda pasang.
| Parameter | Rentang Umum | Deskripsi |
|---|---|---|
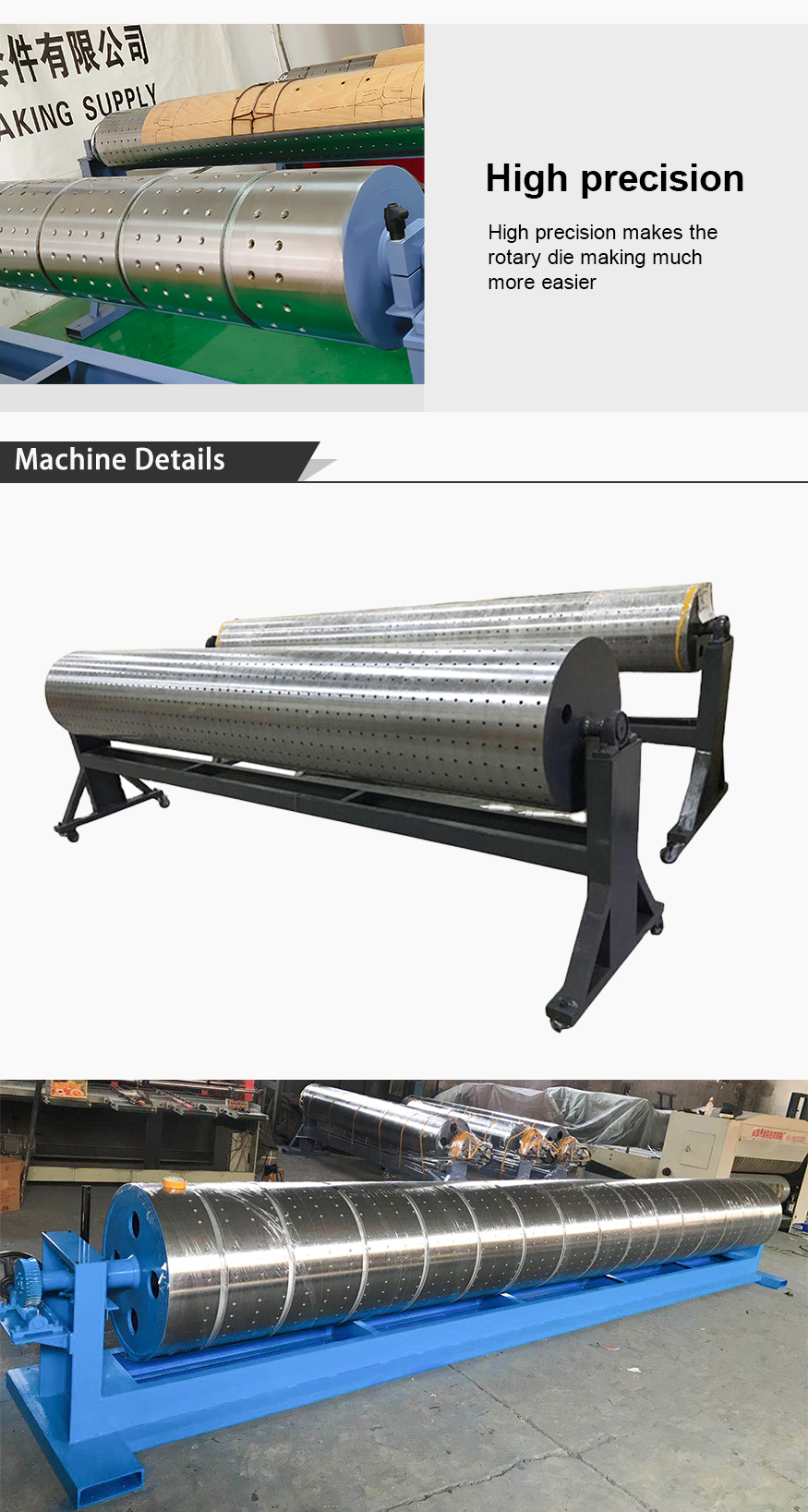
| Diameter | 170 – 750 mm | Menentukan keliling pemotongan, yang secara langsung memengaruhi akurasi pemotongan dan panjang pengulangan maksimum yang mungkin. Saat memasang silinder ke cetakan pemotong putar, diameternya harus sesuai dengan kelengkungan cetakan secara tepat. |
| Panjang | 1.8-4 m | Sesuai dengan lebar mesin; harus cukup untuk memastikan cakupan penuh papan cetakan di seluruh bagian web. |
| Kemiringan Lubang (Horizontal) | 50/50.8/100 mm | Jarak standar untuk lubang pemasangan cetakan. Jarak antar lubang yang tidak sesuai adalah salah satu penyebab kegagalan yang paling umum saat memasang sistem silinder cetakan putar. |
| Jumlah Lubang Busur | 12 / 18 / 20 / 26 / 30 | Memengaruhi distribusi lubang di sekitar keliling silinder; berdampak pada stabilitas cetakan di bawah tekanan pemotongan. |
| Ukuran Lubang | M6 / M8 / M10 / 5/16″ | Standar metrik versus standar imperial; sering menjadi sumber masalah kompatibilitas selama pemasangan. |
Wawasan Penting dari Lapangan Produksi:
Berdasarkan pengalaman saya, masalah yang paling sering ditemui adalah ketika memasang silinder ke cetakan pemotong putar Kebingungan seputar jarak antar lubang sering terjadi. Perbedaan antara 50 mm (metrik) dan 50.8 mm (2 inci, imperial) hanya 0.8 mm, namun perbedaan sekecil itu dapat membuat cetakan sama sekali tidak dapat dipasang.
Saya sangat menyarankan agar saat menentukan silinder pembuatan cetakanAnda menyediakan data keliling terlebih dahuluMengapa? Karena keliling menghubungkan diameter, jarak antar lubang, dan jumlah lubang. Memberikan informasi ini menghilangkan banyak potensi kesalahan konversi sebelum menyebabkan masalah selama pemasangan.
3. Jenis-Jenis Silinder dan Pengaruhnya terhadap Pemasangan
Berbagai jenis silinder dirancang untuk aplikasi yang berbeda, dan setiap jenis memiliki pertimbangan khusus dalam hal... pemasangan silinder cetakan putar majelis.
Silinder standar
Silinder standar cocok untuk pemotongan cetakan putar serbaguna. Saat memasang silinder ke cetakan pemotong putar Pada silinder standar, operator harus memberikan perhatian khusus pada torsi dan penyelarasan baut, karena silinder ini biasanya kurang memiliki fitur presisi seperti pada pilihan yang lebih canggih.
Terbaik untuk: Pemotongan serbaguna, produksi volume menengah.
Silinder Presisi
Silinder presisi diproduksi dengan toleransi yang lebih ketat dan dirancang untuk aplikasi di mana akurasi pemotongan sangat penting. Akurasi posisi lubang yang ditingkatkan secara signifikan menyederhanakan proses. pemasangan silinder cetakan putar rakitan, karena cetakan terpasang secara konsisten tanpa memerlukan penyesuaian atau pengganjal.
Terbaik untuk: Pemotongan dengan presisi tinggi, produksi jangka panjang, industri dengan persyaratan kualitas yang ketat.
Tabung Pembuangan Limbah
Silinder pembuangan limbah dilengkapi dengan saluran vakum atau tiupan udara yang membantu dalam membuang matriks limbah. Ketika memasang silinder ke cetakan pemotong putar Pada silinder-silinder ini, operator harus memastikan bahwa fitur pembuangan limbah pada cetakan sejajar dengan saluran pada silinder.
Terbaik untuk: Produksi berkecepatan tinggi, material dengan karakteristik pembuangan limbah yang menantang.
Silinder Kunci Cepat
Silinder pengunci cepat dirancang untuk peralatan otomatis kelas atas. Sistem ini secara dramatis menyederhanakan proses. pemasangan silinder cetakan putar pengoperasian, mengurangi waktu penggantian cetakan dari menit menjadi detik. Alih-alih menyelaraskan dan mengencangkan banyak baut secara manual, satu mekanisme cam atau hidrolik mengamankan cetakan.
Terbaik untuk: Peralatan otomatis kelas atas, fasilitas dengan penggantian cetakan yang sering.
Rekomendasi dari Toko:
Saat memilih a silinder pembuatan cetakanPertimbangkan frekuensi pemasangan Anda. Jika Anda sering melakukan penggantian cetakan, investasi pada silinder kunci cepat akan terbayar dengan sendirinya dalam hal pengurangan waktu henti. Kemudahan memasang silinder ke cetakan pemotong putar Penggunaan sistem penguncian cepat secara langsung berarti peningkatan waktu produktif.
4. Standar Presisi dan Pengaruhnya pada Pemasangan
Ketepatan Anda silinder pembuatan cetakan memiliki dampak langsung pada seberapa mudah dan andal Anda dapat melakukan pemasangan silinder cetakan putar operasi. Izinkan saya menjabarkan parameter presisi utama dan menjelaskan bagaimana masing-masing parameter memengaruhi proses pemasangan:
Toleransi diameter
| Rentang Toleransi | Dampak pada Pemasangan dan Produksi |
|---|---|
| 0.02 – 0.05 mm | Aplikasi presisi tinggi; cetakan terpasang dengan kontak yang konsisten di seluruh permukaan silinder; ideal untuk produksi jangka panjang. |
| 0.05 – 0.10 mm | Aplikasi komersial standar; dapat diterima untuk sebagian besar pemotongan tujuan umum; variasi kecil pada kontak cetakan mungkin terjadi. |
| 0.10 – 0.20 mm | Aplikasi dasar; mungkin memerlukan waktu penyiapan tambahan jika memasang silinder ke cetakan pemotong putar untuk mengimbangi variasi |
Mengapa hal ini penting: Ketika kamu pemasangan silinder cetakan putar Dalam perakitan, diameter silinder menentukan bagaimana cetakan bersentuhan dengan material. Diameter yang tidak konsisten menyebabkan tekanan pemotongan yang tidak konsisten, yang tidak dapat dikompensasi oleh presisi pemasangan apa pun.
Toleransi Posisi Lubang
| Rentang Toleransi | Dampak pada Pemasangan |
|---|---|
| ± 0.5 mm | Pemasangan presisi tinggi; cetakan terpasang secara konsisten tanpa penyesuaian; ideal untuk lingkungan dengan perubahan cepat. |
| ± 1.0 mm | Toleransi standar; pemasangan cetakan dengan sedikit penyesuaian; dapat diterima untuk produksi umum dengan waktu pengaturan yang tepat. |
Mengapa hal ini penting: Ketika memasang silinder ke cetakan pemotong putarLubang pemasangan harus sejajar dengan tepat. Jika posisi lubang tidak konsisten dari satu silinder ke silinder lainnya, cetakan yang terpasang sempurna pada satu silinder mungkin memerlukan penyesuaian atau penyetelan pada silinder lainnya. Hal ini menambah waktu penyiapan yang signifikan untuk setiap penggantian cetakan.
Kualitas Pemesinan Lubang
Selain posisi dan ukuran, kualitas pengerjaan lubang itu sendiri sangat penting untuk keberhasilan pemasangan:
- Utas yang rusak: Mencegah pengencangan baut yang tepat, sehingga membahayakan stabilitas cetakan.
- Lubang yang tidak sejajar: Menyebabkan baut terpasang miring, yang mengakibatkan pergerakan cetakan di bawah tekanan.
- Duri dan serpihan: Mencegah cetakan menempel rapat pada permukaan silinder.
Mengapa hal ini penting: Masalah kualitas ini langsung terlihat selama pemasangan silinder cetakan putar operasi. Silinder dengan kualitas lubang yang buruk akan membuat pemasangan sulit atau tidak mungkin dilakukan, dan akan mengganggu kinerja cetakan meskipun pemasangan berhasil dilakukan.
5. Proses Pemasangan: Praktik Terbaik
berhasil memasang silinder ke cetakan pemotong putar Membutuhkan proses yang disiplin. Berikut adalah praktik terbaik yang telah kami kembangkan di bengkel kami selama bertahun-tahun beroperasi:
Inspeksi Pra-Pemasangan
Sebelum memulai proses pemasangan, periksa silinder dan cetakannya:
- Bersihkan permukaan silinder: Bersihkan semua sisa perekat, debu, atau kotoran. Bahkan lapisan kontaminasi yang tipis pun dapat memengaruhi pemasangan die.
- Periksa lubang pemasangan: Pastikan semua lubang pemasangan bersih dan ulirnya utuh. Perbaiki ulir yang rusak sebelum pemasangan.
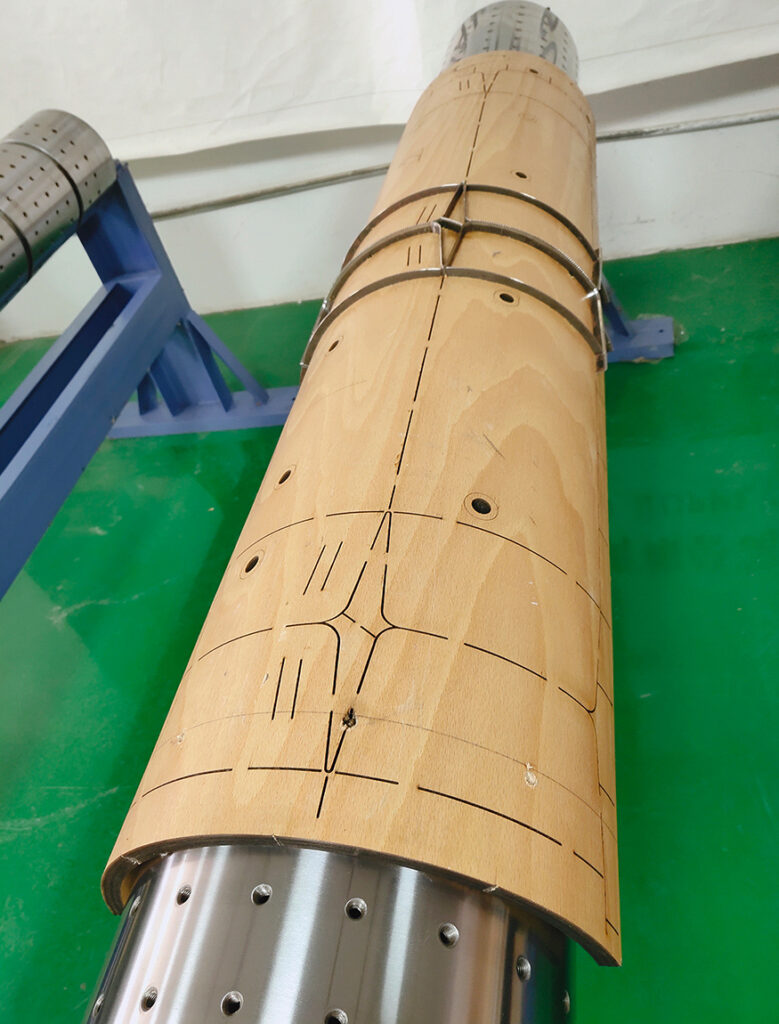
- Periksa cetakannya: Pastikan lubang pemasangan cetakan sejajar dengan pola lubang silinder. Jika menggunakan cetakan magnet fleksibel, periksa permukaan magnet untuk melihat adanya kerusakan.
Penyelarasan dan Penempatan
Ketika memasang silinder ke cetakan pemotong putarPenyelarasan yang tepat sangat penting:
- Mulailah dengan keterlibatan sebagian: Masukkan baut pemasangan secara longgar, biarkan cetakan menemukan posisi pemasangan alaminya.
- Gunakan pola progresif: Kencangkan baut dengan pola menyilang, mirip dengan mengencangkan baut kepala silinder. Ini memastikan distribusi tekanan yang merata.
- Verifikasi tempat duduk: Setelah pengencangan awal, pastikan cetakan terpasang rata pada permukaan silinder. Gunakan feeler gauge untuk memeriksa celah.
Manajemen Torsi
Torsi baut yang tepat sangat penting untuk menjaga stabilitas cetakan:
- Gunakan kunci torsi yang terkalibrasi: Jangan mengandalkan "perasaan". Torsi yang tidak konsisten menyebabkan perilaku cetakan yang tidak konsisten.
- Ikuti spesifikasi pabrikan: Material silinder dan ukuran baut yang berbeda memerlukan nilai torsi yang berbeda pula.
- Kencangkan kembali baut setelah pengoperasian awal: Setelah proses produksi pertama, periksa kembali torsi. Material dapat mengendap di bawah tekanan.
Verifikasi Pasca-Pemasangan
Setelah pemasangan silinder cetakan putar sebelum produksi penuh, verifikasi pengaturannya:
- Berlari dengan kecepatan rendah: Nyalakan mesin pres pada kecepatan rendah dan amati perilaku cetakan.
- Periksa konsistensi pemotongan: Jalankan pengujian material dan verifikasi kualitas pemotongan di seluruh lebar lembaran.
- Dengarkan suara-suara yang tidak biasa: Bunyi klik atau dentuman mungkin menandakan pemasangan yang longgar atau ketidaksejajaran.

6. Masalah Umum Saat Memasang Silinder Cetakan Putar
Selama bertahun-tahun, saya telah berulang kali menemui masalah yang sama ketika pelanggan melaporkan masalah dengan memasang silinder ke cetakan pemotong putarBerikut adalah yang paling umum:
Kebingungan Antara Sistem Metrik dan Sistem Imperial
Sebuah pabrik memesan silinder dengan lubang pemasangan metrik tetapi menerima yang imperial, atau sebaliknya. Baut tidak akan pas, dan jika dipaksa, akan merusak ulir.
Pencegahan: Selalu sebutkan ukuran standar dan ukuran pastinya. Saat pemasangan silinder cetakan putar Untuk sistem ini, gunakan baut yang tepat—jangan diganti.
Jarak atau Jumlah Lubang yang Tidak Sesuai
Cetakan yang terpasang sempurna pada satu silinder tidak akan terpasang pada silinder lain karena jarak antar lubang atau jumlahnya berbeda. Hal ini menjadi masalah khususnya ketika sebuah pabrik telah menstandarisasi konfigurasi cetakan tertentu di berbagai mesin.
Pencegahan: Sebelum memesan silinder baru, verifikasi jarak antar lubang dan jumlahnya dari silinder yang sudah ada atau dari pemasok cetakan Anda. Jika memungkinkan, lakukan standardisasi di seluruh fasilitas Anda.
Presisi Silinder yang Tidak Memadai
Silinder dari produsen berkualitas rendah mungkin memiliki posisi lubang yang bervariasi lebih dari toleransi yang ditentukan. Hal ini baru terlihat jelas ketika Anda mencoba memasang cetakan dan menemukan bahwa beberapa lubang sejajar sementara yang lain tidak.
Pencegahan: Cantumkan toleransi posisi lubang yang dibutuhkan dalam pesanan pembelian Anda. Bekerja samalah dengan pemasok terpercaya yang dapat mendokumentasikan proses pengendalian mutu mereka.
Teknik Pemasangan yang Tidak Tepat
Sekalipun silinder dan cetakan dalam kondisi sempurna, teknik pemasangan yang tidak tepat dapat menyebabkan masalah. Pengencangan yang berlebihan dapat merusak cetakan; pengencangan yang kurang dapat menyebabkan pergeseran; pengencangan yang tidak merata dapat menyebabkan ketidaksejajaran.
Pencegahan: Latih operator dalam prosedur pemasangan yang benar. Gunakan kunci momen. Ikuti pola pengencangan bertahap.
7. Daftar Periksa Pengadaan untuk Silinder Pembuatan Cetakan
Untuk memastikan bahwa Anda silinder pembuatan cetakan akan mendukung keandalan pemasangan silinder cetakan putar Untuk operasional, gunakan daftar periksa ini saat memesan:
Informasi Penting
- Model dan spesifikasi mesin: Sertakan nama produsen, nomor model, dan tahun pembuatan.
- Data atau gambar silinder yang sudah ada: Jika mengganti silinder yang sudah ada, berikan spesifikasinya.
- Kemiringan dan jumlah lubang: Tentukan jarak antar lubang dan jumlah lubang di sekeliling lingkarannya secara tepat.
- Ukuran lubang dan standar ulir: Sebutkan satuan metrik atau imperial, dan ukuran yang tepat.
- Apakah fitur pembuangan limbah diperlukan: Tentukan apakah saluran vakum atau saluran tiup udara diperlukan.
- Persyaratan presisi: Tentukan toleransi diameter, toleransi posisi lubang, dan perlakuan permukaan.
Informasi Tambahan yang Bermanfaat
- Data keliling: Membantu menghilangkan kesalahan konversi
- Bahan-bahan yang biasanya dipotong: Berbagai jenis material memberikan tuntutan yang berbeda pada silinder.
- Frekuensi pemasangan: Jika Anda sering melakukan penggantian cetakan, sistem penguncian cepat mungkin cocok untuk Anda.
8. Kesimpulan: Dasar-Dasar Keberhasilan Pemotongan Die Putar
The silinder pembuatan cetakan Presisi merupakan fondasi yang menjadi dasar kinerja pemotongan putar. Presisi menentukan apakah cetakan terpasang dengan benar dan berjalan dengan tepat. Kompatibilitas menentukan apakah memasang silinder ke cetakan pemotong putar Apakah ini operasi yang cepat dan rutin atau perjuangan yang memakan waktu? Daya tahannya menentukan berapa lama Anda dapat mempertahankan produksi yang konsisten tanpa gangguan.
Bagi pabrik pembuatan cetakan, memilih silinder yang tepat dan menguasai proses pemasangan silinder cetakan putar "Assembly" berarti mampu menjamin bahwa cetakan yang Anda produksi akan berfungsi dengan andal di fasilitas pelanggan Anda. Bagi produsen dan pengolah karton, ini berarti meminimalkan waktu henti, mengurangi limbah, dan menjaga kualitas produk yang konsisten.
Saya telah melihat berbagai fasilitas mentransformasi operasional mereka dengan menstandarisasi spesifikasi silinder, berinvestasi pada silinder presisi, dan menerapkan prosedur pemasangan yang disiplin. Saya juga telah melihat berbagai fasilitas berjuang dengan masalah kualitas kronis yang bermula dari satu silinder dengan presisi yang tidak memadai atau proses pemasangan yang menimbulkan variabilitas.
Pilihannya jelas. Pahami kebutuhan silinder Anda. Dokumentasikan spesifikasi Anda. Investasikan pada presisi. Latih operator Anda dalam teknik pemasangan yang tepat. Dan perlakukan silinder dan cetakan sebagai apa adanya: sebuah sistem tunggal dan terintegrasi yang menentukan keberhasilan operasi pemotongan cetakan putar Anda.
Ketika Anda mendapatkan silinder yang tepat—dan ketika Anda menguasai prosesnya memasang silinder ke cetakan pemotong putar—semuanya akan berjalan sesuai rencana. Kualitas pemotongan meningkat. Limbah berkurang. Waktu operasional meningkat. Dan operasi Anda menjadi lebih kompetitif.
Untuk informasi lebih lanjut mengenai silinder pemotong cetakan, perkakas presisi, dan solusi peralatan pembuatan cetakan lengkap, silakan hubungi tim penjualan kami di sales_diemaking@yitaipacking.com.