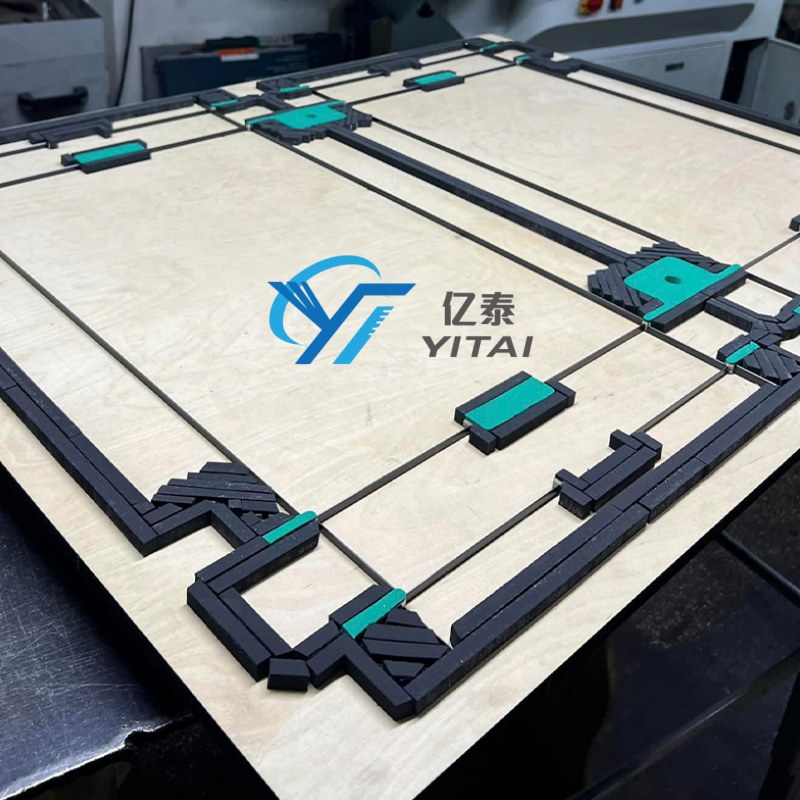
V odvětví balení a vysekávání je rozumné sladění pravidla řezání, překližkové desky a vyhazovací guma je klíčem ke zlepšení kvality řezání, prodloužení životnosti forem a snížení výrobních nákladů. Různé materiály, jako je vlnitý papír, pevná lepenka, elektronické fólie a samolepicí etikety, vyžadují cílená řešení pro vysekávání s exkluzivními specifikacemi a tolerančními standardy.
Pro zpracování vlnitého papíru se dělí na třívrstvé, pětivrstvé a sedmivrstvé struktury s různými typy vln. Mezi běžné vlnité materiály patří A, B, C, E a F v sestupném pořadí. Kombinované typy jako AB, BC a BE se nejčastěji používají pro pětivrstvé vlnité krabice, zatímco speciální kombinace jako AA, BB, FF a EE lze upravit na míru. Sedmivrstvý vlnitý papír se pro vysoce odolné obaly většinou používá v kombinacích ABC a AAA.
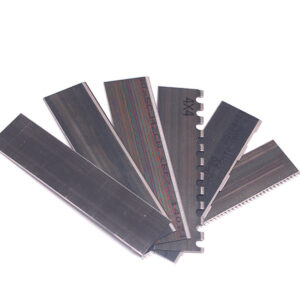
Standardní výška kotouče pro vysekávání vlnitého papíru je sjednocená na 23.8 mm a kotouče o tloušťce 23.6 mm se používají jen zřídka, což odpovídá japonskému průmyslovému standardu. Princip kolokace se řídí jasným pravidlem: silnější papír vyžaduje vyšší kotouče a tenčí překližku. Pro vlnitý papír s drážkou A je optimálním řešením překližka o tloušťce 15 mm v kombinaci s kotouči o tloušťce 1.07 mm. Pro kotouče B, C, E a F se univerzálně používá překližka o tloušťce 18 mm s kotouči o tloušťce 0.71 mm. Pro dosažení delší životnosti vysekávacího stroje se důrazně doporučují vysoce kvalitní dovážené kotouče a překližka s vysokou hustotou.
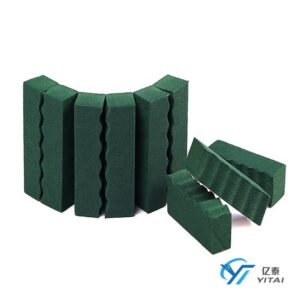
Podpůrná vyhazovací pěna má také pevné odpovídající standardy. 15mm překližka odpovídá 12mm pěně a 18mm překližka odpovídá 9mm pěně. Bílá pěna je cenově výhodná pro běžnou výrobu a tradiční vysekávací stroje Tiger, zatímco zelená pěna se volí pro vysoce přesné a vysokofrekvenční výrobní scénáře. Pro rotační vysekávání jsou k dispozici pouze dvě standardní výšky nožů 23.8 mm a 25.4 mm. Celková tolerance vlnitých forem je řízena mezi ±0.1 mm a ±0.3 mm, aby bylo zajištěno stabilní tvarování krabic.
Pevná lepenka se klasifikuje podle plošné hmotnosti a zahrnuje specifikace 250 g, 300 g, 350 g a 400 g. Obecně se používá překližka o tloušťce 18 mm a standardní čepele o tloušťce 23.8 mm. Pro vysoce přesné ohýbání a balení jsou ideální leptané raznice s přesnou tolerancí ±0.05 mm. Pro hromadnou výrobu s požadavky na odstraňování odpadu je nutná kompletní sada forem na odstraňování odpadu složená z vložek a vložek forem. Zpracování lepenky také vyžaduje oddělovače krabic pro hladké oddělování. Překližka pro formy na odstraňování odpadu má obvykle tloušťku 12 mm nebo 15 mm.

Elektronické formy jsou speciálně navrženy pro zpracování fóliových materiálů, měděných plechů a etiketových papírů. Dřevěné a pryžové elektronické formy mají základní toleranci ±0.1 mm. Elektronické formy z plného břízového dřeva mají výšku čepele 23.6 mm a jsou vybaveny deskami o tloušťce 20 mm nebo 22 mm; silnější desky účinně podporují celkovou stabilitu a přesnost řezání. Elektronické formy s pryžovými deskami mají různá provedení: čepel 8 mm s deskou 6 mm, čepel 9.5 mm s deskou 8 mm a čepel 12 mm s deskou 10 mm.
CNC integrované formy, včetně leptaných a gravírovaných forem, mohou také zpracovávat fóliové výrobky s vyšší tolerancí až ±0.05 mm. Tloušťka ocelového plechu leptaných forem se pohybuje od 1.5 mm do 3 mm, zatímco gravírované formy používají ocelové plechy o tloušťce 8–10 mm, které pro výškovou kompenzaci potřebují hliníkové plechy. Integrované gravírované formy malých rozměrů lze také přizpůsobit pro speciální malosériové zpracování.
Samolepicí vysekávací formy jsou lehké a kompaktní, vyrobené z překližky o tloušťce 6 mm nebo 9 mm. Nosné nože mají tloušťku 0.45 mm a volitelnou výšku 7 mm, 8 mm, 9.5 mm a 12 mm, což plně splňuje požadavky na jemné řezání etiket, samolepek a tenkých samolepicích materiálů.